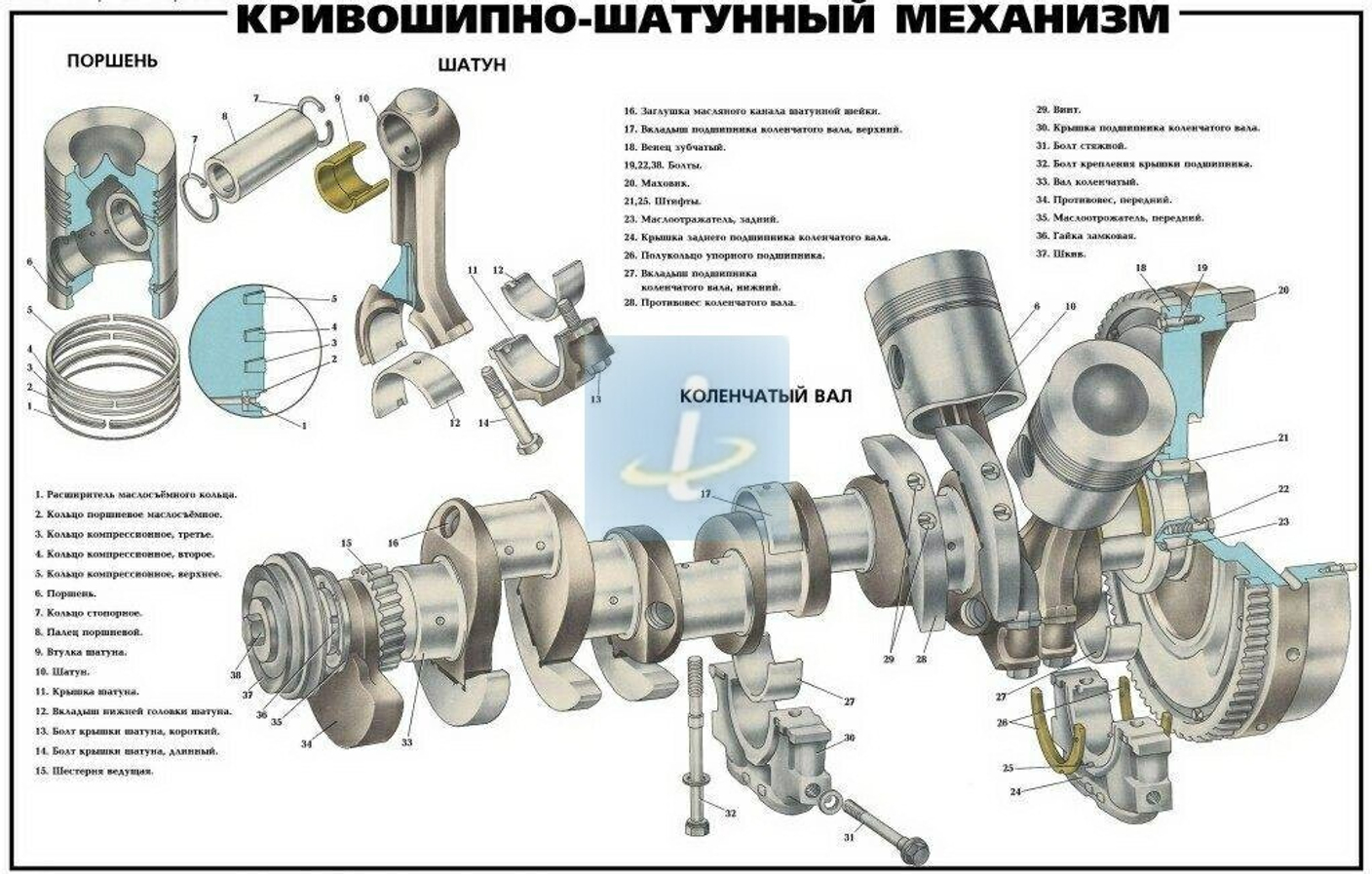
Коленчатый вал – стальной, изготовлен методом горячей штамповки.
Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм.
Коленчатый вал имеет пять коренных опор и четыре шатунные шейки.
На шатунных шейках установлены шатуны (по два на каждую).
Коренные и шатунные шейки в процессе работы смазываются маслом под давлением.
Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам.
В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.

Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется.
Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры.
Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На передний конец коленчатого вала напрессована шестерня коленчатого вала и передний противовес, закрепленный гайкой момент затяжки 176,4 - 294 Нм (18 - 30 кгс·м).
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце.
На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив.
При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала.
Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливается коленчатый вал 238БЕ-1005009 (маркировка 238Н-1005015-У), а на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 - коленчатый вал 238ДК-1005009-30 (маркировка 238ДК-1005015-30).

Маркируется коленчатый вал в поковке на 5-й щеке.
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
|
Маркировка коленчатого вала
|
238ДК – 1005015-30 или 238Н – 1005015-У |
238ДК – 1005015-30 Ш1 или 238Н – 1005015-У Ш1 |
238ДК – 1005015-30 К1 или 238Н – 1005015-У К1 |
238ДК – 1005015-30 Ш1К1 или 238Н - 1005015-У Ш1К1 |
|---|---|---|---|---|
|
Диаметр коренных шеек, мм |
110-0,022 |
110-0,022 |
109,75-0,022 |
109,75-0,022
|
|
Маркировка коренных вкладышей |
236-1005170-В и 236-1005171-В |
236-1005170-В и 236-1005171-В |
236-1005170-В Р1 и 236-1005171-В Р1 |
236-1005170-В Р1 и 236-1005171-В Р1 |
|
Толщина коренного вкладыша, мм |
2,965-0,012 |
2,965-0,012 |
3,090-0,012 |
3,090-0,012
|
|
Диаметр шатунных шеек, мм |
88,00-0,022 |
87,75-0,022 |
88,00-0,022 |
87,75-0,022
|
|
Маркировка шатунного вкладыша |
236-1004058-В |
236-1004058-В |
Р1 236-1004058-В |
236-1004058-В Р1
|
|
Толщина шатунного вкладыша, мм |
2,490-0,012 |
2,615-0,012 |
2,490-0,012 |
2,615-0,012
|
Примечание: Буквы «ДК», «Н», «У», «Ш», «К» и цифры «30», «1» клеймятся при маркировке ударным способом.
Маховик
Маховик отлит из серого чугуна. Маркирован маховик в выемке на нерабочей поверхности в отливке.
На двигатели могут быть установлены маховики следующих видов:
- − 238-1005115-К (под зубчатый венец с модулем 4,25);
- − 238-1005115-Н (под зубчатый венец с модулем 3,75).
Данные маховики в сборе с зубчатыми венцами между собой невзаимозаменяемы.
Маховик 238-1005115-К (под зубчатый венец с модулем 4,25) устанавливается со стартером модели 2501.3708-01, а маховик 238-1005115-Н (под зубчатый венец с модулем 3,75) – со стартером модели 2501.3708-21.
Маховик крепится к коленчатому валу болтами.
Под болты устанавливается стальная пластина высокой твердости (одна под все болты).
Отсутствие самоотворачивания болтов обеспечивается моментом затяжки 235-255 Н·м (24-26 кгс·м).
Для точной фиксации маховика относительно шеек коленчатого вала служат два штифта, при этом, отверстия с маркировкой на маховике и на пластине должны совпадать со смещенным штифтом на коленчатом вале.
Смещенный штифт расположен в плоскости первого кривошипа.
Маркировка на пластине в виде точки должна быть снаружи.
Двенадцать радиальных отверстий в маховике предназначены для проворачивания коленчатого вала при регулировках двигателя.
Доступ к отверстиям возможен при снятой крышке нижнего люка картера маховика.
Шатун
Шатун (рис. 3) – стальной, двутаврового сечения, с косым разъемом нижней головки.

Шатун окончательно обрабатывается в сборе с крышкой, поэтому крышки шатунов невзаимозаменяемы.
На крышке и шатуне со стороны короткого болта выбит порядковый номер цилиндра, а со стороны длинного болта выбиты метки спаренности в виде числа, одинакового для шатуна и крышки.
В нижнюю головку шатуна устанавливаются сменные вкладыши, а в верхнюю — запрессована сталебронзовая втулка.
Втулка обрабатывается после запрессовки в шатун.
На двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 устанавливаются шатуны 7511.1004045-02 (маркировка на стержне 7511.1004045), у которых увеличено на 15 мм расстояние между осями отверстий в верхней и нижней головках, скосы на верхней головке, увеличен до 52 мм диаметр отверстия под поршневой палец и отсутствует масляный канал в стержне.
В верхнюю головку шатуна запрессована сталебронзовая втулка 7511.1004052-21 с наружным диаметром 56 мм.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ устанавливаются шатуны 236-1004045-Б3 (маркировка 236-1004045-Б2) с масляным каналом в стержне.
В верхнюю головку шатуна запрессована сталебронзовая втулка 840.1006026-10 с наружным диаметром 54 мм.
Вкладыши
Вкладыши коренных подшипников коленчатого вала и нижней головки шатуна (рис. 4) – сменные, тонкостенные, имеют стальное основание и рабочий слой из свинцовистой бронзы.

Верхний и нижний вкладыши коренного подшипника коленчатого вала не взаимозаменяемы. В верхнем вкладыше имеются отверстие для подвода масла и канавка для его распределения.
Вкладыши нижней головки шатуна взаимозаменяемы.
На двигателях ЯМЗ-238БЕ, ЯМЗ-238ДЕ через отверстие во вкладыше масло подводится к втулке верхней головки шатуна и поршневому пальцу.
Очистка полостей шатунных шеек
При каждом снятии коленчатого вала с двигателя очистить полости шатунных шеек, предварительно удалив заглушки 2 (рис. 4), которыми закрыты полости. Заглушки заменить новыми, их повторное использование не допускается.

Перед установкой заглушек запилить вспучивание металла у кромок отверстий от предыдущей раскерновки, промыть вал и продуть масляные каналы.
Заглушки запрессовать на глубину 5–6 мм от кромки отверстия, после чего раскернить внутри отверстия в трех точках, равнорасположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
Установка коленчатого вала на двигатель
При установке коленчатого вала на двигатель обеспечить соответствие размеров вкладышей подшипников размерам шеек вала (см. таблицу).
Перед установкой обеспечить чистоту наружных поверхностей и внутренних полостей коленчатого вала и других сопряженных поверхностей.
Смазать шейки и рабочие поверхности чистым моторным маслом.
Для облегчения установки маховика в правильное положение относительно коленчатого вала на ступице маховика нанесена цифра «8» для восьмицилиндровых двигателей, которую при сборке совместить с цифрой «2» на торце коленчатого вала.
Крышки коренных подшипников не взаимозаменяемы; при их установке следить, чтобы клеймо на крышке соответствовало клейму на блоке.
Затяжку крышек коренных подшипников начинать с вертикальных болтов и затягивать в два приема с крутящим моментом после повторной затяжки 430…470 Нм (43…47 кгс·м), затем затянуть в два приема горизонтальные болты с окончательным моментом затяжки 90…120 Нм (9…12 кгс·м).
Перед затяжкой заднего упорного коренного подшипника выровнять осевой зазор, для чего, слегка притянув болтами крышку подшипника, перемещать коленчатый вал вперед-назад в осевом направлении до упора при помощи ломика сначала вперед, затем назад, выравнивая положение крышки.
Затянув болты, проверить щупом осевой зазор. Он должен быть одинаковым с обеих сторон крышки.
Замена шестерни коленчатого вала
Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя.

Снять шкив привода. Для снятия ступицы со шкивом и гасителем с конического конца коленчатого вала восьмицилиндрового двигателя использовать съемник, показанный на рисунке 6.
При снятых шкиве и передней крышке блока передний противовес и шестерню спрессовать с помощью съемника.
Перед установкой шестерню и передний противовес нагреть до температуры 105…155ºС и последовательно подпрессовывать их до упора с помощью специального приспособления.
Сталь 40Х ГОСТ 4543-71 Закалить, отпустить 34…39 HRCэ